Filetage interieur
Réalisation d'un filetage intérieur sur centre d'usinage à l'aide d'une fraise à fileter.
Procédé
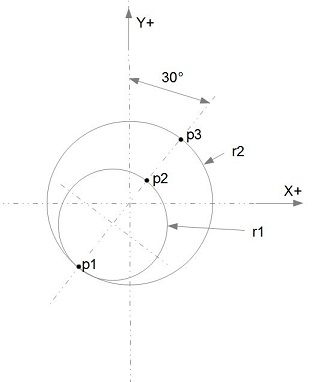
Sur centre d'usinage horizontal et pour un filetage à droite, le départ de filetage sera à 30° à gauche de l'axe vertical afin d'éviter les problèmes de recyclage des copeaux. Pour un filetage à gauche, il se fera à droite de l'axe.
Le filetage est à réaliser en sortant. Soit du fond vers l'entrée.
- Positionnement rapide de la fraise en p1 hors alésage
- Prise de compensation de rayon d'outil en p2 (peut être effectuée en G1)
- Entrée dans l'alésage. Positionnement en profondeur
- Interpolation circulaire de rayon r1 jusqu'au point p1
- Interpolation hélicoïdale de rayon r2 jusqu'au point p3 avec déplacement en profondeur d'1/2*pas
- Interpolation hélicoïdale de rayon r2 jusqu'au point p1 avec déplacement en profondeur d'1/2*pas
- Interpolation circulaire de rayon r1 jusqu'au point p2
- Dégagement rapide en profondeur
- perte de correction de rayon d'outil
Programmation simple
Fraise à fileter de type "peigne" avec correction de rayon d'outil.
- G90
- G0 G54 Xp1 Yp1 S4000 F600 M3 (1)
- G43 H1 Z10
- G0 G41 D1 Xp2 Yp2 (2)
- G0 Zz_fin (3)
- G3 Xp1 Yp1 Rr1 (4)
- G3 Xp3 Yp3 Zz_fin+pas/2 Rr2 (5)
- G3 Xp1 Yp1 Zz_fin+pas/2 Rr2 (6)
- G3 Xp2 Yp2 Rr1 (7)
- G0 Z10 (8)
- G40 Xp1 Yp1 (9)
- G28 G49 G91 Z0 M5 M9
- M0
z_fin= position en Z de fin de filetage
Pour un filetage plus long que la longueur de plaquette, après le mouvement (7), reculer l'outil sur l'axe Z de n*pas afin de retomber dans les filets et reprendre au mouvement (4).
Fraise à fileter "un seul filet" avec correction de rayon d'outil.
Procéder de la même façon en ajoutant le nombre de tours nécessaire entre les mouvement (6) et (7).
Une fois la longueur filetée réalisée, dégager l'outil de la même manière en reprenant au mouvement (7).
Exemple
Pour exemple demandé dans les commentaires de cette page:
- Centre d'usinage horizontal
- Filetage intérieur M20*250 profondreur 20 mm.
- Fraise à fileter peigne, à 2 plaquettes, diamètre 17.
- L'origine est dans l'axe du filetage, sur la face
- P1: X-5 Y-8.66
- P2: X4.25 Y7.361
- P3: X5 Y8.66
- G10 L2 P1 X-416.59 Y-604.25 Z-876.54 B45
- T1
- M6
- G90 B0
- G0 G54 X-5 Y-8.66 S3370 F700 M3 (1)
- G43 H1 Z10
- G0 G41 D1 X4.25 Y7.361 M8 (2)
- Z-20 (3)
- G3 X-5 Y-8.66 R9.125(4)
- G3 X5 Y8.66 Z-18.75 R10 (5)
- G3 X-5 Y-8.66 Z-17.5 R10 (6)
- G3 X4.25 Y7.361 R9.125 (7)
- G0 Z10 (8)
- G40 X-5 Y-8.66 (9)
- G28 G49 G91 Z0 M5 M9
- M0
- Dans ce cas, le filetage étant relativement petit par rapport au diamètre d'outil, le point P2 a été placé de façon à ce que l'axe de fraise se retrouve sur l'axe du filetage à la prise de correction. Ce point pouvant rester le même pour d'autres filetages de dimensions proches.
Commentaires
-

- 1. Bruno Le 22/02/2024
Bonjour,
Je dois faire un contournage diam 40 .prof 7.avec fraise monobloc diam 12 matière 45hrc..trous existant diam 38 .je voudrais faire une approche en rayon pour attaquer la face .faire une ébauche et finition svp merci -

- 2. Buffayon Le 04/12/2021
Bonjour ,
Tout d'abord , merci pour votre site . Une mine de renseignements .
Il me semble qu' une erreur de frappe s est insérée dans l explication ligne par ligne ;
ne serai-ce pas P3 au lieu de P2 pour la phase 5 ?
JF-
- fan2fanucLe 07/12/2021
Tout à fait. Merci pour votre signalement. Je corrige l'erreur sans attendre.
-

- 3. Admin Le 08/11/2021
Merci d'utiliser le forum Pour vos demandes -

- 4. Salem BZEINIA Le 01/09/2020
bonjour,
je voudrai exécuter une poche circulaire en hélicoïdale:
Ø de perçage 40mm
Ø de la poche 60mm
profondeur de la poche 72 mm
Ø de la fraise 16mm
Cdt -
- 5. vip Le 21/12/2014
pourriez vous m indiquer le programme a faire sur fanuc m16x1 a gauche avec correction outil diametre 10metal dure prof 10 merci d avance

Ajouter un commentaire